- Passivation
-
 Mécanisme de passivation d'un acier inoxydable : les atomes de chrome dans l'acier réagissent avec le dioxygène de l'air et forment une couche protectrice d'oxyde de chrome
Mécanisme de passivation d'un acier inoxydable : les atomes de chrome dans l'acier réagissent avec le dioxygène de l'air et forment une couche protectrice d'oxyde de chrome
La passivation ou passivité représente un état des métaux ou des alliages dans lequel leur vitesse de corrosion est notablement ralentie par la présence d'un film passif naturel ou artificiel, par rapport à ce qu'elle serait en l'absence de ce film.
Dans la plupart des cas (aluminium, acier, acier inoxydable, titane, …), ce film passif apparait spontanément par oxydation, parce que l'oxyde formé sur la surface est insoluble et constitue un obstacle qui ralentit les processus ultérieurs. Dans un milieu aqueux, la formation de ce film est liée à un domaine de potentiel électrochimique ainsi qu'à un domaine de pH dans lesquels l'oxyde est stable. De ce fait, on s'attache à ce que le film passif se forme à l'air avant la mise en service de la pièce :
- en fin de fabrication, on décape la pièce afin que rien ne gêne le passage de l'air jusqu'à la surface de la pièce, pour que le film d'oxyde se forme naturellement :
- élimination des huiles et graisses,
- élimination des particules d'acier au carbone (non-inox) pouvant provenir des opérations de fabrication ou de manutention (outils ayant servi à travailler de pièces en acier au carbone, projections de pièces voisines, manutention avec des mors en acier) ;
- élimination d'une couche d'oxyde épaisse ayant pu se former lors des traitements thermiques et des opérations de soudure (couche colorée, calamine, laitier) ;
- si nécessaire, utilisation d'un procédé aidant à former la couche passive : traitement à l'acide nitrique pour un acier inoxydable, anodisation pour un alliage d'aluminium.
Immunité : on parle d’immunité lorsque le métal est stable en présence du milieu corrodant.
Sommaire
Dépassivation, repassivation
 Mécanisme de repassivation d'un acier inoxydable
Mécanisme de repassivation d'un acier inoxydableIl peut se produire une rupture de la couche passive : rayure, mise en extension de la surface (la couche d'oxyde n'est pas ductile), abrasion, … on dit parfois que la surface devient active. La réaction avec l'oxygène du milieu peut permettre la reformation d'un film passif.
Dans le cas où l'élément passivant est en solution solide dans l'alliage — cas par exemple du chrome dans les aciers inoxydables —, on a un appauvrissement local en élément passivant. Si la situation se renouvelle, le métal n'est plus protégé et se corrode en surface.
La succession dépassivation-repassivation est un des mécanismes de la corrosion sous contrainte et de la fatigue-corrosion.
Comportement électrochimique
 Courbe de polarisation d'un alliage métallique passivant
Courbe de polarisation d'un alliage métallique passivantLa figure ci-contre représente le courant de dissolution du métal ou alliage passivable en fonction du potentiel électrochimique. Dans le domaine actif du matériau métallique, celui-ci s'accroit lorsque le potentiel augmente, puis à partir d'un potentiel dit critique (noté Ecrit et appelé potentiel de flade), on observe une chute drastique du courant de dissolution, généralement de plusieurs ordres de grandeur. Ce phénomène manifeste l'apparition du film passif, généralement causé par la formation d'un oxyde protecteur non poreux. Ce film ralentit une des étapes clé du processus de corrosion, soit le transport de matière jusqu'à l'interface métallique, soit le transport d'électrons nécessaire à l'oxydation parce que le film est peu conducteur. À partir du potentiel de passivité (Ep), on observe le « domaine de passivité », zone où le courant varie peu avec le potentiel. Ensuite, au-delà d'une certaine valeur appelée « potentiel de transpassivité » (Etp), le courant augmente à nouveau rapidement. Le film passif, devenu instable à ce potentiel, est dissout et sa protection disparait. On a atteint le domaine « transpassif ».
La présence du film passif est aussi liée à un domaine de stabilité en pH. Généralement, le film devient instable vers les milieux acides, en deçà d'un pH qui dépend du matériau, ainsi que vers les milieux très basiques. Les diagrammes thermodynamiques potentiel-pH du métal permettent de prévoir avec une approximation suffisante ces domaines de stabilité.
On peut aussi obtenir la passivation de manière artificielle par le traitement avec un produit approprié qui permet d'obtenir une couche barrière (habituellement un produit alcalin) d'un métal désoxydé préalablement avec un acide pour l'empêcher de se réoxyder rapidement.
Pour désoxyder une pièce de métal, on procède à une dissolution de l'oxyde à l'aide d'une attaque avec un acide adapté. Il en résulte une ionisation H+ de la surface de cette pièce (pH < 7 : acide).
Au contact de l'air, les ions H+ se combinent avec les ions OH- et favorisent donc une réoxydation de la pièce.
On procède donc à un traitement, par exemple avec un produit alcalin (OH-), pour éliminer cette ionisation et donc empêcher cette recombinaison. Ce traitement est nommé passivation.
Les différentes passivations
Passivation du Zinc
Le zinc est trop sensible à la corrosion atmosphérique pour pouvoir rester longtemps à l’extérieur sans altération. Il est d’usage de protéger le zinc par conversion chimique au chrome. Par conversion chimique, une fine pellicule superficielle de 1 à 2 µm de zinc est dissoute en milieu en acide oxydant et forme un sel de zinc protecteur. Le chrome est l’élément le plus efficace et forme l’ensemble des passivations chromiques de couleur variées : clair irisé, bleu, jaune irisé, vert ou noir. Le chrome hexavalent (génère les chromatations sur zinc), aujourd’hui banni pour l’industrie automobile et toutes pièces comportant un système électrique ou électronique, est remplacé principalement par le chrome trivalent (genère des passivations sur zinc)[1].
Histoire
Le chrome est très dangereux dans sa forme oxydée au degré 6 : CrVI ou Cr6 mais sa variante trivalente ne l’est plus. La protection des employés au poste de travail imposait que le législateur prévienne les risques toxicologiques lors de la manipulation des pièces à la fois lors de la fabrication mais aussi en utilisation quotidienne. Les Directives européennes sur les véhicules hors d’usage (VHU ou Directive 2000/53[2]) et sur l’utilisation des substances dangereuses (RoHS ou Directive 2002/95[3]) ont banni l’utilisation du Chrome hexavalent dans les passivations de conversion au chrome. En ciblant les pièces électriques ou électroniques, la Directive 2002/95 a de fait touchée beaucoup d’industries et rares sont les applications des chromatations ou le CrVI est encore permis.
Les passivations n’ont pas de bonnes propriétés de frottement et s’utilisent très souvent avec des Finition organo-minérale ou finitions renforcées. Les premières finitions renforcées sont apparues dans les normes de PSA (B154100 et suivantes) et de Renault (série des 01-71-002) dans les années 90. Elles concernaient particulièrement la visserie-boulonnerie pour laquelle ces propriétés lubrifiantes sont particulièrement recherchées pour le contrôle du coefficient de frottement. L’évolution des normes automobiles coïncide avec la recherche de qualité. Notamment les exigences de résistance à la corrosion sont passées en termes de tenue au brouillard salin NF41002 de 200h avant rouille rouge en 1985 à 400h en 1992, puis 600h en 2000 pour atteindre 720h en 2002[4]. Cette évolution est comparable à tout ce qui s’est passé en Europe de l’Ouest dans la même période où pratiquement tous les constructeurs automobiles ont choisi la même politique de recherche de qualité.
Procédés
La chromatation au CrVI[5]
La chromatation du zinc était très répandue et s’appliquait facilement après zinc électrolytique par formation d’une couche complexe épaisse jusqu’à 4 µm pour les couches noires sur zinc-fer. Le zinc immergé dans la solution acide chromatante est dissout en surface jusqu’à 2 µm et se redépose sous forme d’un sel insoluble complexe suivant les réactions suivantes :
- Oxydation du zinc par l’acide chromique :
3 Zn + 2 CrO42- + 10 H+
⇌3 ZnO + 2 Cr3+ + 5 H2O- Réduction d’une partie du CrVI en CrIII
Cr2O72- + 8 H+ + 6 e-
⇌Cr2O3 + 4 H2ON.B. : Cette réduction n’est jamais complète et explique l’abandon du CrVI
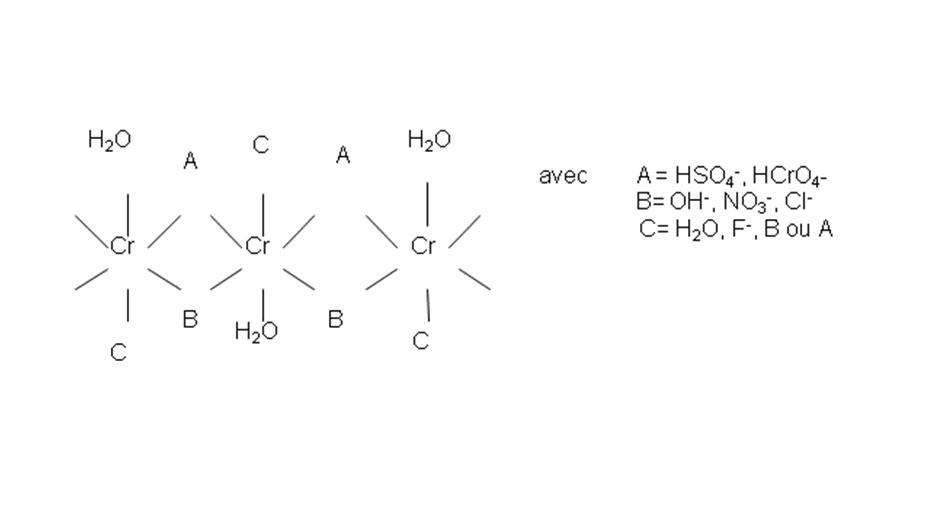
- Formation d’un sel complexe :
 Formation d'un sel complexe
Formation d'un sel complexeLa chromatation forme une couche riche en eau et assez molle. Il s’agit d’un gel qui ne supporte pas les montées en température et perd ses capacités protectrices au-delà de 120°C. La parade consiste à déposer des couches de finitions organo-minérales dont la silice garantit le maintien de l’hydratation et par là-même des propriétés anti-corrosion.
La passivation au CrIII [6],[7]
L’oxydation du zinc a lieu en milieu acide en général en présence de nitrates oxydants :
2 Zn + 2 HNO3 + 4 H+
⇌2 Zn2+ + 2 NO2 + H2 + 2 H2OSuivi de la formation de sels de chrome :
Zn2+ + x CrIII + y H2O
⇌ZnCrxOy + 2y H+La passivation composée d’hydroxydes se déshydrate facilement au séchage et devient très dur. Son épaisseur atteint 200 nm ou 400 nm pour les passivations renforcées avec de la silice. Les couleurs de ces couches de passivations plus fines que les chromatations sont plus claires et varient du clair irisé au jaune claire. La couleur noire est obtenue grâce à la présence d’oxydes de fer, de nickel ou de cobalt. Sa teinte est renforcée par une finition organo-minérale indispensable sur ce type de dépôt car la passivation noire ne garantit pas à elle seule une bonne résistance à la corrosion. La finition organo-minérale peut être remplacée par une finition supplémentaire purement minérale à base de phosphate de chrome aussi appelée post-dip.
Applications
L’application des chromatations ou passivations se fait en général au trempé, intégré dans une ligne de zingage. Au trempé, les pièces subissent des traitements humides :
- à l’attache, les pièces suspendues sur un montage suivent tous les traitements de zingage depuis la préparation jusqu’au séchage avant déchargement. Une FOM ou Finition Organo-Minérale de nature filmogène avec des résines ou des vernis peut être appliquée avant séchage pour une meilleure protection et résistance au frottement.
- en vrac, les pièces zinguées dans des tonneaux pour l’électrolyse sont transférées dans des paniers de centrifugeuses, en général en acier. Ces paniers servent à la passivation et à l’immersion dans la finition renforcée. Les centrifugeuses à vitesse variable peuvent être inclinées pour une meilleure rotation des pièces et un traitement uniforme. Les FOM sont adaptées avec moins de produit filmogène et une viscosité réglée en fonction des conditions de centrifugation. La conversion à base de CrVI ou de CrIII doit être protégée des chocs par une rotation particulièrement lente évitant ainsi les chocs mécaniques pouvant entraîner des dommages aux couches de conversion.
Marchés
- Visserie Boulonnerie
- Industrie automobile
- Bâtiment
- Aéronautique
- Constructions mécaniques
Le Sillicone
Le Nickel
Aluminium
Matériaux contenant du fer
Voir aussi
- Zingage
- Zinc
- Coventya
- Corrosion
- Zinc Alliés
- Galvanisation
- Finitions Organo-minérales (FOM)
Références
- Article de R. Venz, F. Raulin, et L. Thiery (Coventya), http://www.technologies-propres.com/modules/BaseDonnees/DetailsArticles.asp?Id=1972
- http://docs.google.com/viewer?a=v&q=cache:VQtVaQNG_uMJ:www.assises-dechets.org/FCKeditorFiles/File/veille-reglementaire/Dechets-particuliers/decret_2011_153.pdf+VHU+ou+Directive+2000/53&hl=fr&gl=fr&pid=bl&srcid=ADGEESgYLGsK8Ilk2g7g4nm9SRjfngnGqzvrripdZf2UxFbp04wrfxqPphjvpTslLXvoP1ceqtBH6TjH84k6LIP386UxRfmo4E_E-5MFRaOnIpmPuUbsu07nEBnK1OEvPrwEIETGnxMQ&sig=AHIEtbRtJ9qjGsIYE4ezdCJG0faNBAl96w
- http://docs.google.com/viewer?a=v&q=cache:O1DnX1dF5nMJ:eur-lex.europa.eu/LexUriServ/LexUriServ.do%3Furi%3DOJ:L:2003:037:0019:0023:fr:PDF+RoHS+ou+Directive+2002/95&hl=fr&gl=fr&pid=bl&srcid=ADGEESiWNTx8_ZqYE0FsjSun5qMcZiumaBNjnFRU9u6yU3h1IcZ30gebFFs7NbXwJEsVn2qfLO7Yfdkw8wMsXeMhdS_V9Ilsf6MHaXKK4QzpF6PiYzciQZZeWETMurkBOlZLzO4mfT8Z&sig=AHIEtbRfZW4_n9HqiAOPZQkdi0VNQSXL2g
- paragraphe10,4 http://docs.google.com/viewer?a=v&q=cache:Lm4LDUwbx_IJ:www.fournisseurs.sncf.com/documents/ST/ST475D.pdf+directives+europ%C3%A9ennes+r%C3%A9sistance+corrosion+brouillard+salin&hl=fr&gl=fr&pid=bl&srcid=ADGEEShFWQZ6NRdZTZsOVaZL49uDMVliLcZ8kFtrEhHtufleau1zDD5rykQwtUq_0pd8BKYDSYw75V8cC_jgD5cdv3NrxNIM9ZKU_ohgOsGH4Fk9Izi5VILcCuFdPpcoIs6D0pXnqbmI&sig=AHIEtbQfF53x866bPfskH_Mjon7rPY9-3g
- L. Thiery (Coventya), « Hexavalent chromium-free surface treatment of zinc », Galvanotechnik (2000), 91(12), 3373-3377 http://cat.inist.fr/?aModele=afficheN&cpsidt=200341
- M.P. Gigandet, L. Thiery (Coventya), « Chromatation », Les Techniques de l’Ingénieur, M 1 558, 12 -2004 http://www.techniques-ingenieur.fr/affichage/DispIntro.asp?nGcmId=M1558
- M.P. Gigandet, L. Thiery, « Traitements de conversion sans chrome hexavalent », Les Techniques de l’Ingénieur, M 1 559, 12 -2004 http://www.techniques-ingenieur.fr/dossier/traitements_de_conversion_sans_chrome_hexavalent/M1559
- JJ. Duprat (Coventya), «Les couches protectrices de chromatation sur zinc», Galvano-Organo, n°595, 1989, p375-380
- F. Raulin, JJ. Duprat, « Les procédés de zinc allies protection de l'acier et de la fonte pour les années 2000 », Galvano-Organo, 2000, vol. 69, n°707, pp. 772-775
http://cat.inist.fr/?aModele=afficheN&cpsidt=859450
- N. Pommier, L. Thiery, M.P. Gigandet, M. Tachez : « Electrochemical study of the degradation of an organomineral coating: polarization resistance and electrochemical impedance spectroscopy measurements » , Ann. Chim. Sci. Mat, 1998, 23, 397-400
http://dx.doi.org/10.1016/j.apsusc.2007.06.016
- J.J. Duprat(Coventya) : « Resistance movement », Product Finishing, September 1998, (51) 18-19
http://cat.inist.fr/?aModele=afficheN&cpsidt=10605976
- B.Robert, J.J. Duprat, D. Odille, « Zingage sans chrome 6 et haute résistance à la corrosion », Surfaces, 1998, (282) 36-39
http://cat.inist.fr/?aModele=afficheN&cpsidt=1602598
- JJ. Duprat(Coventya), Mike Kelly, «Dedicated processes for electroplating on fasteners», Fasteners Technology International, August 2010, p56-60
www.nasf.org/staticcontent/Duprat%20Paper.pdf
- Amandine Ibled, « Toujours réactifs face aux exigences du marché », Galvano-Organo, n°800, Mars 2011, p50-52
- R.Venz, F. Raulin, L. Thiery : « Etat d’avancement des procédés de substitution », Galvano-Organo, 766 (2007) 34-36
http://www.technologies-propres.com/modules/BaseDonnees/DetailsArticles.asp?Id=1972
- L. Thiery : « Hexavalent chromium free finishing of zinc deposits », Dechema/DGO-symposium, Frankfurt am Main, p. 54, (10-12 November 1999).
- H. Maillard, PhD, « Formation des couches de chromatation sur acier électrozingué. Interactions solide / liquide, conductivité et densité de courant à l'interface zinc / film de conversion », Besançon, Franche-Comté, (1999).
http://cat.inist.fr/?aModele=afficheN&cpsidt=200341
- L. Thiery(Coventya), « Hexavalent chromium-free surface treatment of zinc », Galvanotechnik (2000), 91(12), 3373-3377
- L. Thiery, J.J. Duprat, « CrVI free conversion coatings on Zinc », EBRATS 2000, Encontro e Exposicao Brasileira de Tratamentos de Superficie, 10th, Sao Paulo, Brazil, May 22-25, 2000 (2000), 239-247
Publisher: Associacao Brasileira de Tratamentos de Superficie, Sao Paulo, Brazil.
- J.J. Duprat : « Aktualisierte Entwicklung der Legierungs-verfahren zum Schutz von Stahl und Gusseisen, Galvanotechnik », 92 (2001)2 346-353
http://www.galvanotechnik.com/gt/heft/inh_abstract.asp?abstract_id=1750
- L. Thiery,G.L. Schiavon, A. Jimenez, « Development of chromium (VI) - free processes: solutions available in 2001 », Galvano-Organo (2001), 69(714), 562-565
http://www.technologies-propres.com/modules/BaseDonnees/DetailsArticles.asp?Id=1087
- J.J. Duprat : « Umweltschutzanforderungen in der französischen Automobilindustrie », Galvanotechnik, 92 (2002)10 2702-2706
http://www.leuze-verlag.de/gt/heft/inh_abstract.asp?abstract_id=1788
- L.Thiery, A. Jimenez, G.L. Schiavon, « Development of CrVI free processes avialable in 2002 », Pinturas y Acabados Industriales (2002), 44(274), 17-21
- L.Thiery : « Les traitements de passivation sans CrVI dans l’automobile », STIF2C (22-24 avril 2003), Besançon, p 29
M.P. Gigandet, L. Thiery, « Chromatation », Les Techniques de l’Ingénieur, M 1 558, 12 -2004 http://www.techniques-ingenieur.fr/affichage/DispIntro.asp?nGcmId=M1558
- M.P. Gigandet, L. Thiery, « Traitements de conversion sans chrome hexavalent », Les Techniques de l’Ingénieur, M 1 559, 12 -2004
http://www.techniques-ingenieur.fr/dossier/traitements_de_conversion_sans_chrome_hexavalent/M1559
- S. Dalbin, G. Maurin, R.P. Nogueira, J. Persello, N. Pommier : « Silica-based coating for corrosion protection of electrogalvanized steel », Surface & Coatings Technology, 194 (2005) 363-371
http://dx.doi.org/10.1016/j.surfcoat.2004.07.126
- R. Frischauf, F. Raulin : « Revêtement de Zinc-Nickel alcalin avec système d’électrodialyse anodique », Galvano-Organo, 748 (2005)
http://cat.inist.fr/?aModele=afficheN&cpsidt=16826496
- J. Dejeu, C. Roidor, N. Pommier, L. Thiery, J.J. Duprat, F. Membrey, A. Foisy : « Encapsulation d’inhibiteurs ou d’activateurs de surface. Procédés d’autoassemblage de Polyélectrolytes », STIFC2C ,Besançon, (2005).
- F. Raulin( Coventya) : « Protection des éléments de fixation », Galvano-Organo, 758 (2006) 24-27
http://cat.inist.fr/?aModele=afficheN&cpsidt=17967504
- El Hajjami, M.P. Gigandet, M. De Petris-Wery, J.C. Catonné, J.J. Duprat, L. Thiery, N. Pommier, F. Raulin, B. Starck, P. Remy : « Characterization of thin Zn-Ni alloy coatings electrodeposited on low carbon steel », Applied Surface Sciences, 254, (2007) 480-489
http://dx.doi.org/10.1016/j.apsusc.2007.06.016
- R.P. Socha, N. Pommier, J. Fransaer : « Effect of deposition conditions on the formation of silica-silicate thin films », Surface & Coatings Technology, 201 (2007) 5960-5966
http://dx.doi.org/10.1016/S0151-9107(98)80101-3
- L. Thiery, F. Raulin : « Advances in trivalent passivates on zinc and zinc alloy », Galvanotechnik 98(4) (2007) 862-869
- R.Venz, F. Raulin, L. Thiery : « Etat d’avancement des procédés de substitution », Galvano-Organo, 766 (2007) 34-36
http://www.technologies-propres.com/modules/BaseDonnees/DetailsArticles.asp?Id=1972
- L.Thiery, F. Raulin, «Hexavalent Chromium Free Conversion Coatings for the treatment of Aluminum», Conference Surfair, 2008
www.coventya.com/index.php?pid=18
- en fin de fabrication, on décape la pièce afin que rien ne gêne le passage de l'air jusqu'à la surface de la pièce, pour que le film d'oxyde se forme naturellement :



Wikimedia Foundation. 2010.